
Оптоволоконная лазерная сварочная установка MetalTec WL 3000

-
МодельWL3000
-
Устройство автоподачи проволокиВ комплекте
-
Функции 3 в 1Сварка / чистка / резка
-
Мощность источника3000 W
-
Длина волны лазера1064nm
-
Требования к сварному зазору≤0.5mm
-
УказательКрасный луч
-
ОхлаждениеВодяной чиллер
-
Диапазон рабочей температуры0-45℃
-
Рабочая влажность5%-95%
-
Длина, мм1200
-
Ширина, мм700
-
Высота, мм950
-
Вес, кг255
НАЗНАЧЕНИЕ:
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в фокусирующую систему, где фокусируется в пучок меньшего сечения и попадает на свариваемые детали, где частично отражается, частично проникает внутрь материала, где поглощается, нагревает и расплавляет металл, формируя сварной шов.
Достоинство лазерного излучения — высокая концентрация энергии: лазерная сварка проводится на плотностях мощности лазерного излучения Е=106 — 107 Вт/см2, что позволяет сваривать разные материалы с толщинами от нескольких микрометров до десятков миллиметров. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. При импульсном лазерном излучении сварной шов образуется сварными точками, их перекрытием на 30—90 %.
Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм) и макросварка (глубина проплавления более 1 мм).
Современные сварочные установки с твердотельными лазерами проводят шовную сварку со скоростью до 5 мм/с с частотой импульсов около 20 Гц. Сварку проводят с использованием присадочных материалов (проволока диаметром около 1,5 мм, лента или порошок); присадка увеличивает сечение сварного шва.
Отличительные особенности:
- возможность сварки высокоточных конструкций;
- сварка без правок или механической обработки;
- высокая скорость сварки и производительность работ (стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5 - 8 проходов, при сварке непрерывным лазерным лучом лист сваривается со скоростью 100 м/ч за 1);
- высокая экологическая безопасность по сравнению с традиционной сваркой;
- минимальные температурные поводки и коробление металла (в сравнении с другими методами);
- хороший внешний вид, что важно, например, при сварке автомобильных кузовов.
Комплектация:
- Сварочный пистолет
- насадка для лазерной чистки
- устройство размотки и подачи проволоки
- водяной чиллер охлаждения
-
МодельWL3000
-
Устройство автоподачи проволокиВ комплекте
-
Функции 3 в 1Сварка / чистка / резка
-
Мощность источника3000 W
-
Длина волны лазера1064nm
-
Требования к сварному зазору≤0.5mm
-
УказательКрасный луч
-
ОхлаждениеВодяной чиллер
-
Диапазон рабочей температуры0-45℃
-
Рабочая влажность5%-95%
-
Длина, мм1200
-
Ширина, мм700
-
Высота, мм950
-
Вес, кг255
Конструктивные особенности
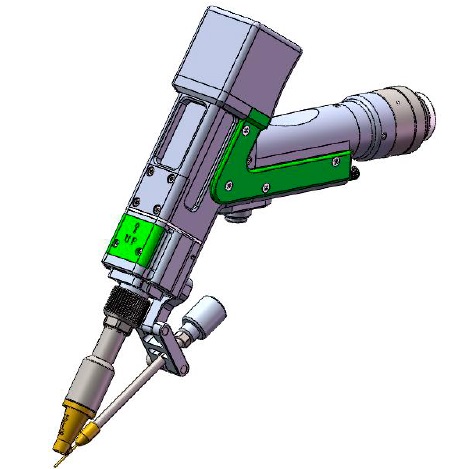 |
ПИСТОЛЕТ ЛАЗЕРНОЙ СВАРКИ Оснащен направляющим устройством для автоматической подачи проволоки
Установка оснащена насадкой для лазерной чистки. После замены насадки. Можно осуществлять лазерную чистку. |

|
ОПТОВОЛОКОННЫЙ ЛАЗЕРНЫЙ ИСТОЧНИК MAXPHOTONICS Одномодовый лазерный источник с непрерывным излучением имеет модульную конструкцию. Это идеальный лазерный источник для лазерной точной резки, прецизионной сварки и других применений в том числе очистки. |

|
КОНСОЛЬ УПРАВЛЕНИЯ
7 режимов сварки |
|
ПРОМЫШЛЕННЫЙ ВОДЯНОЙ ЧИЛЛЕР Автоматический чиллер для охлаждения излучателей лазерных станков. Чиллер позволяет непрерывно охлаждать лазерную систему, предотвращая от перегрева лазерный источник, лазерную головку. Регулировка температуры осуществляется в автоматическом режиме. |
|
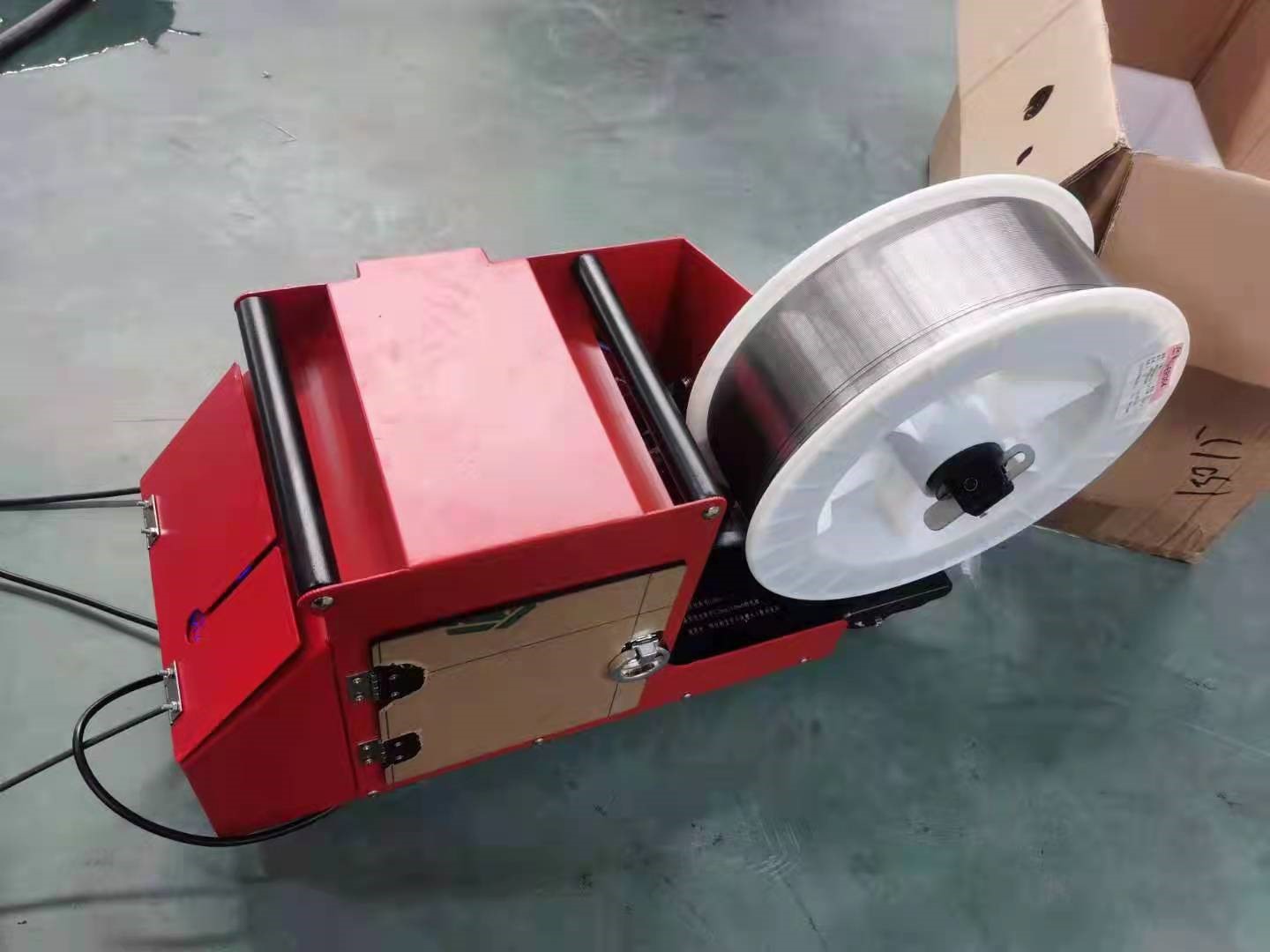
АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ В КОНТАКТНУЮ ЗОНУ СВАРКИ Автоматическая равномерная подача проволоки для более плавной сварки. |




Сотрудничество со всеми лизинговыми компаниями на территории России (а также, Беларуси и Казахстана), позволяет предложить нашим клиентам оптимальный выбор условий финансирования:
- Тип предприятия: любая организационно – правовая форма (ООО, ОАО, ИП и т. д.)
- Первоначальный взнос: от 10% до 50%
- Срок: от 12 месяцев до 60 месяцев
- Удорожание: от 5%
- Сумма финансирования: от 350 000 руб
- Ежемесячные платежи: равномерные, неравномерные, сезонные (по желанию клиента)
- Пакет документов: варьируется в зависимости от организационно-правовой формы предприятия клиента, лизинговой программы, региона, суммы проекта, и дополнительных возможностей и пожеланий клиента.
- Срок рассмотрения: 3-7 дней
- География: вся территория РФ
- Валюта: рубли, доллары, евро (по желанию клиента)


